Starter3 PCB Mill
- G7D30N
- Aug 23, 2023
- 6 min read
Updated: Aug 24, 2023
So recently I haven't been as active. Part of that is because I haven't done anything that's worth writing about in recent months and partly for other reasons that I'll get into below.
The building dilemma
Picture this: you have just had an awesome idea for a pedal and, in a fit of mania have bashed out an entire schematic in a few hours, completed the breadboarding phase of the project to any% standards and are now ready to go on actually building your dream. What do you build it on?
The 3 main options (well maybe 4 really) are Veroboard, Perfboard and PCBs. The 4th category is a hidden subcategory of PCBs becaue they can either be from a fab house (for example JLC) or home made, and the two have different approaches and pros and cons. Which particular method of construction you chose is up to personal prefrence. I personally have never had much luck building on veroboard, and building on perfboard makes me want to dig straight down, so most of my builds have been on PCBs lately.
My PCBs were in the past either ordered online through JLC, where the minimum order quantity is 5, which isn't so bad if you have 4 friends who want similar pedals to what you want, or etched at home using Hydrochloric acid and Hydrogen peroxide as an etchant. I have recently been having issues with my local postal service and cannot rely on JLC orders to arrive in a timely manner due to these issues. Those of you who have tried etching will know that the etchant waste cannot be disposed of easily, leading to lots of bottles of old etchant under the sink that can neither be used or thrown away and an annoyed girlfriend. (Also I now work in a chemistry lab as my 9-5 and the last thing I want to do is bring more chemistry into my hobbies these days). And so I was faced with a dilemma. I could not reliably obtain PCBs, l but really dislike building on vero/perf.
My Solutions
My first idea for a potential solution to this was a laser engraver. I had recently seen someone using one to engrave stuff onto wood/acrylic and thought something similar could potentially be used to engrave a copper clad pcb blank and turn it into a PCB. While this is in theory possible, the sort of laser needed to directly ablate copper is both financially and legally unviable for me. Perhaps if I was still a member of an academic institution I could gain access to the sort of laser required but as a hobbyist it is simply impractical. When discussing my ideas with others someone asked the seemingly obvious question of "why not just mechanically remove the copper like a regular engraver does". At this point I realised that I already owned a rotary tool with a flexible end, and an ender3 3d printer which, according to this youtube video, is all I really need to make a fully functional PCB mill.
I set about measuring the end of my rotary tools flex bit and designing a mout to fix it in place of the hotend of my ender 3. The mount consists of 2 identical halves that sit around the rotary tool and are held together by M3 bolts and heat set inserts.
These were printed in white PLA and look like this with the drill bit in place.
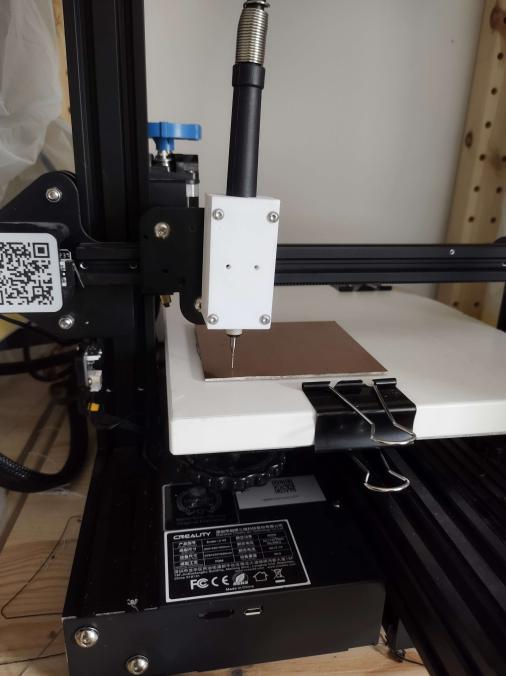
The print bed has been replaced with a sacrificial piece of MDF to avoid any incidents with the drill going too far. The PDB blank is held to the "print bed" with double sided tape at the moment although I am currently working on a less wobbly solution. The Z axis endstop has been moved up to compensate for the increased bed thickness. Note that in the youtube video linked above the Z axis is set so that the top of the PCB is at 0 and all cuts are done in the negative Z direction. I took a slightly different approach than this and so my Z is homed to the top of the MDF. The only further modification to my printer was to surround it with a layer of plastic sheeting (clear recycling bags) to prevent it from coating my room in an excess amount of dust. The GCODE for the drill mounts can be found here. The bits used from here onwards are 0.8mm end mill bits. I used a fairly low RPM setting on my rotary tool to prevent excessive vibrations and keep noise down. A feed rate of 180 was a good balance of precision and speed
Attempt number 1
For this attempt I used a layout that I had done for perfboard for a recent overdrive build.
Using my routing software of choice (veroroute) I was able to export this layout as a single sided gerber with a ground pour. This turned out to be a mistake. I was using software called FlatCam to convert gerbers to gcode and it involved several steps. The gerbers are converted to several geometry files, one that routes away the copper around each individual trace, one to remove large unneeded areas of copper, one to drill all the component holes and one to cut the PCB out of the larger blank. Somewhere along the way the ground plane seemed to confuse flatcam as it ended up treating the borders between the ground pour and the traces as the traces and the traces as non copper regions which gave me the PCB pictured below.

I also managed to incorrectly configure the cutting out step which meant the printer tried to cut through 2mm of pcb blank in a single pass and my bit snapped. Luckily I had a spare and was all ready to go with attempt number 2
Attempt 2
We don't talk about attempt number 2. I forgot to level the bed and managed to snap another bit because the left side of the PCB was significantly higher than the right side. Once I'd leveled the bed I managed to incorrectly configure the mill depth two times leading to a ruined board and another two snapped bits. The board also snapped as I was removing it from the mdf. This served as an apt demonstration of what not to do
Attempt 3
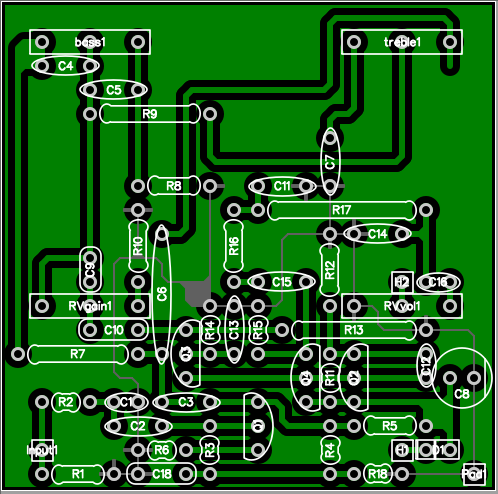
With attempt 3 I used a copy of the same gerber from attempt 1, but without the ground pour so as not to confuse the software. I also spent a solid 25 minutes ensuring that my bed was level and my Z height was correct in FlatCam. The hard work paid off and I was rewarded with a flawed yet functional PCB.

As can be seen from the photo several of the non copper regions contain a fair bit of copper and there are a number of somewhat shaky lines. This is probably a result of how scuffed my setup is. The mount I designed holds the flexible shaft very tightly, however it is less tightly held to the print end of the printer and may drift slightly while milling. The PCB is held in place with double sided tape which is far from ideal. I am currently using the stock bed leveling screws that were provided with my ender3 which are quite soft. There are several more areas where errors can easily creep in that can be fixed. Overall while this PCB does not meet the quality of a fab house like JLC, I was able to make it in around 45 minutes starting from gerbers.
Where next?
If writing a dissertation taught me anything it's that nothing is ever finished. I see this project as barely started. The next steps for me are the following
Find a better way to hold the PCB to the bed - Initially I was using double sided tape like one would use to mount something to a wall to hold the pcb down. BY attempt 3 I had realised that this tape was too soft and was holding the pcb in place very well in the x and y axis but was not holding it sufficiently in the z axis. I am currently using much thinner tape to hold the PCB down that is keeping it much more stable in Z but much less stable in x/y. Hopefully some sort of middle ground exists between these two.
Automatic bed leveling and a more stable print surface - I do not currently have an ABL probe and am looking at getting one for my printer in general. This should help avoid further broken end mills. I also have a set of stiffer springs that I have been meaning to install that should help keep the bed level while milling is in progress.
Sorting out exporting the Gcode - Currently flatcam doesn't export the gcode in a format that is readable by marlin so a lot of extra work is needed once flatcam has exported it to get useable gcode. This consists mainly of copy/pasting sections between files and adding G0 to the start of several lines. A more competent coder than me would have already written a script to do this but alas I have not (although one is in the works)
Overall I feel that the mill works well enough for me to use it for projects going forwards and I hope to share more of what I make using it here. I am currently working on a very large fuzz pedal as well as several unconventional modulation pedals that will hopefully be interesting enough to make it to this blog.


Comments